






























40px
80px
80px
80px
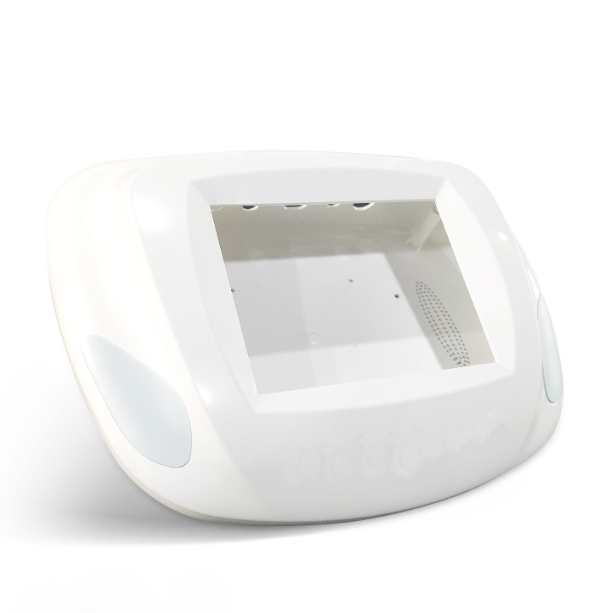
De verwerking van behuizingen voor medische apparatuur vereist een uiterst precieze productie en gespecialiseerde materiaalverwerking:
Materiaalkeuze
1. Roestvrij staal van medische kwaliteit (316L)
Biedt uitstekende corrosiebestendigheid en is eenvoudig te reinigen. Het oppervlak moet elektrolytisch gepolijst worden tot Ra ≤ 0,2 μm om te voldoen aan de frequente desinfectievereisten.
2. Aluminiumlegering
- Lichtgewicht ontwerp, hard geanodiseerd voor verbeterde slijtvastheid, geschikt voor draagbare apparaten.
3. Speciale technische kunststoffen (bijv. PPSU)
Voor componenten waarvoor biocompatibiliteit vereist is, kunnen complexe structuren worden gerealiseerd door middel van nauwkeurig spuitgieten.
Kernverwerkingstechnologie:
- Plaatbewerking CNC-lasersnijden, buigen en lassen bereiken een precisie op micronniveau, geschikt voor gesloten metalen behuizingen (beschermingsklasse IP54).
Spuitgieten:
Bij kunststofbehuizingen moeten de matrijstemperatuur en de injectiedruk worden geregeld om braamvrij gieten van materialen als PPSU te garanderen.
Oppervlaktebehandeling:
Omvat plasmaspuiten (voor verbeterde slijtvastheid), lasergraveren (voor traceerbaarheid) en elektrolytisch polijsten (voor verbeterde afwerking).
Belangrijkste punten van kwaliteitscontrole:
Reinigingscontrole: Verwerkt in een cleanroom van klasse 10.000 om verontreiniging door deeltjes te voorkomen.
Prestatietesten: Certificeringen zoals biocompatibiliteit (ISO 10993) en elektrische veiligheid (IEC 60601) zijn vereist.

CNC-werkplaats

CNC-werkplaats

CNC-werkplaats
CNC-werkplaats

CNC-werkplaats

CNC-werkplaats
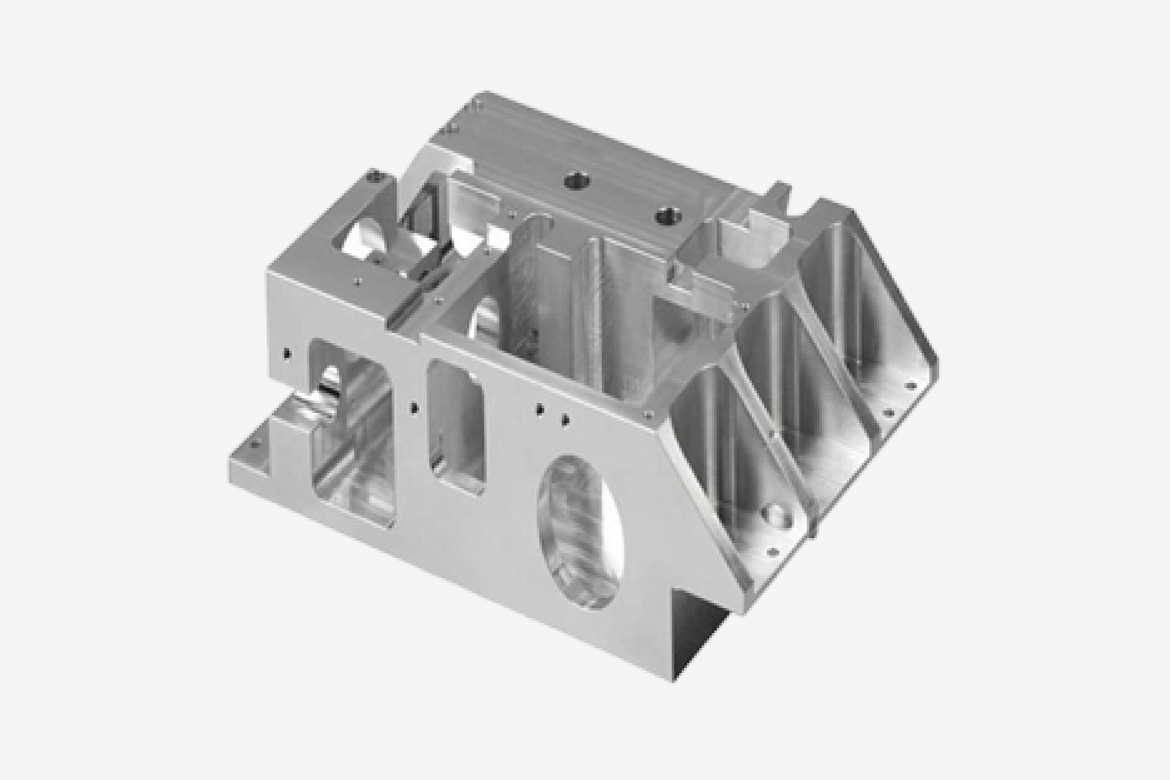
CNC-freesonderdelen
Ontdek onze galerij met CNC-freesonderdelen en bekijk nauwkeurig vervaardigde componenten die met hoge nauwkeurigheid en kwaliteit zijn geproduceerd.





Toleranties voor CNC-frezen
3-assig | 4-assig | 5-assig | |
Maximale onderdeelgrootte | 3000*1800*800 mm | 850*510*600 mm | 925*1050*600 mm |
Minimale onderdeelgrootte | 5*5*5 mm | 5*5*5 mm | 5*5*5 mm |
Algemene toleranties | ± 0,05 mm | ± 0,02 mm | ± 0,01 mm |
Doorlooptijd | Eenvoudige onderdelen kunnen al binnen 1 dag geleverd worden. | De meeste projecten worden binnen 3 werkdagen afgerond. | De meeste projecten worden binnen 3 werkdagen opgeleverd. |

Kernkenmerken van freesverwerking
1. Meerzijdig snijden en efficiëntie
-- Frezen hebben meerdere snijkanten (bijvoorbeeld frezen met 4-6 snijkanten) die gelijktijdig kunnen snijden, de belasting kunnen delen en de efficiëntie kunnen verbeteren (30%-50% hoger dan gereedschappen met één snijkant).
-- Geschikt voor grote voedingssnelheden of bewerkingen met hoge snijsnelheden, zoals vlakfrezen met een snijdiepte tot 5-10 mm.
2. Intermitterende snij- en impactvibratie
-- De freestanden grijpen periodiek in en uit het werkstuk, waardoor er schommelingen in de snijkracht ontstaan. Om de nauwkeurigheid te garanderen, zijn machines met een goede stijfheid nodig (bijvoorbeeld zware freesmachines).
-- Onderbroken snijden vergemakkelijkt het koelen van het gereedschap en verlengt de levensduur ervan, maar er moeten duurzame gereedschapsmaterialen (bijv. hardmetaal) worden gebruikt.
3. Flexibiliteit van het proces: door het wisselen van gereedschappen (bijvoorbeeld vlakfrezen, T-sleuffrezen) kunnen complexe vormen worden bewerkt, zoals vlakke oppervlakken, groeven, tandwielen en gebogen oppervlakken.
-- Ondersteunt koppeling met meerdere assen (bijv. frezen met vijf assen) voor het bewerken van complexe driedimensionale profielen (bijv. gietvormen).4. Regelbare oppervlaktekwaliteit -- Door de snijparameters (bijv. voedingssnelheid, snelheid) aan te passen, kunt u de oppervlakteruwheid regelen (Ra 0,8-12,5 μm).
-- De secundaire snijkanten van freesmachines kunnen oppervlakken polijsten met een ruwheid tot Ra 0,4 μm. Bereik van freesbewerkingen
1. Basisbewerking - Vlakke/getrapte oppervlakken: vlakfrezen (kopfrezen) bewerken grote vlakke oppervlakken, driekantfrezen bewerken de stappen.
-- Groeven/Spieën: Frezen frezen rechte groeven, frezen met spiebanen bewerken spiebanen (nauwkeurigheid IT8-IT9).2. Verwerking van complexe kenmerken
-- Tandwielen/Draad: Modulaire freeskoppen verwerken tandwielen, draadfrezen verwerken draden.
-- Holtes/Mallen: Kogelkopfrezen verwerken driedimensionale rondingen (bijv. spuitgietmatrijzen).
2. Speciale verwerking
-- Snijden/Indexeren: Zaagbladen frezen gesneden werkstukken, verdeelkoppen zorgen voor gelijkmatig verdeelde gaten/tanden.
-- Speciaal gevormde sleuven: Zwaluwstaartfrezen en T-sleuffrezen verwerken specifieke verbindingsstructuren. Typische toepassingsscenario's
-- Automobielindustrie: frezen van vlakke oppervlakken van motorblokken, bewerken van versnellingsbakken.
-- Lucht- en ruimtevaart: Frames van rompen, structurele componenten van landingsgestellen.
-- Elektronica: Montagesleuven voor printplaten, reeksen koelribben.
Vergelijking met andere
ProcessenDraaien:
Geschikt voor roterende onderdelen (bijv. assen), frezen is beter voor polyhedrale/complexe profielen.
Boren:
Frezen kan een aantal boorbewerkingen vervangen (bijvoorbeeld gaten met een grote diameter), maar met een hogere precisie.













40px
80px
80px
80px