






























40px
80px
80px
80px

Gedetailleerde technische specificaties voor de verwerking van metalen componenten in tandheelkundige apparatuur:
1. Eigenschappen en selectie van kernmateriaal:
-- Titaniumlegering (Ti-6Al-4V): uitstekende biocompatibiliteit (conform de ISO 10993-5-normen) en mechanische eigenschappen, met een dichtheid van slechts 40% ijzer, treksterkte ≥ 900 MPa, geschikt voor langdurige implantaatcomponenten zoals implantaten en abutments.
-- Kobalt-chroomlegering: hardheid tot HV 400-500, vervaardigd met behulp van vacuümgieten en CNC-afwerkingsprocessen voor protheseframes, met superieure vervormingsbestendigheid vergeleken met traditionele nikkel-chroomlegeringen.
-- Edelmetaallegering: Goudgehalte ≥ 75% in Au-Pt-Pd-legering die wordt gebruikt voor zeer nauwkeurige kronen, biedt uitstekende ductiliteit maar is duurder.
2. Belangrijkste verwerkingstechnologieën:
-- Precisie CNC-bewerking: vijfassige bewerkingscentra met een nauwkeurigheid van ±0,02 mm, gebruikt voor het bewerken van schroefdraad in implantaten van titaniumlegering (tolerantie ±0,01 mm).
-- 3D-printtechnologie: SLM-proces voor het produceren van poreuze titaniumlegeringstructuren (porositeit 60-80%), geschikt voor gepersonaliseerde implantaten, met een laagdikte van 20-30 μm.
-- Oppervlaktebehandeling: Titaniumlegering behandeld met zandstralen en zuur etsen (SLA-proces), met een ruwheid voor botintegratieoppervlak van Ra 0,8-1,6 μm.
3. Typische toepassingsgevallen:
-- Digitale implantaten: vervaardigd met SLM-technologie, met een intern poreuze structuur die de integratiegraad in het bot verbetert, met een klinisch succespercentage van 98,7%.
-- Kobalt-chroom-frameworks: na CNC-afwerking is een precisie van IT6-kwaliteit in het breekvlak bereikt, waardoor de levensduur met 30% is verlengd.
-- Orthodontische brackets: 3D-geprinte brackets van titaniumlegering, die een gepersonaliseerd ontwerp mogelijk maken en de behandelingsduur met 20% verkorten.
4. Trends in de ontwikkeling van de industrie:
-- Additieve productie: De toepassing van 3D-printen bij craniofaciale reconstructie en complexe structuren zoals implantaten blijft groeien.
-- AI-ondersteund ontwerp: kunstmatige intelligentie combineren om de mechanische eigenschappen en biocompatibiliteit van metalen tandheelkundige componenten te optimaliseren.
-- Innovatie in materiaal: nieuwe biomaterialen op basis van titanium verbeteren de prestaties via additieve productieprocessen om te voldoen aan klinische scenario's met een hoge vraag.

CNC-werkplaats

CNC-werkplaats

CNC-werkplaats
CNC-werkplaats

CNC-werkplaats

CNC-werkplaats
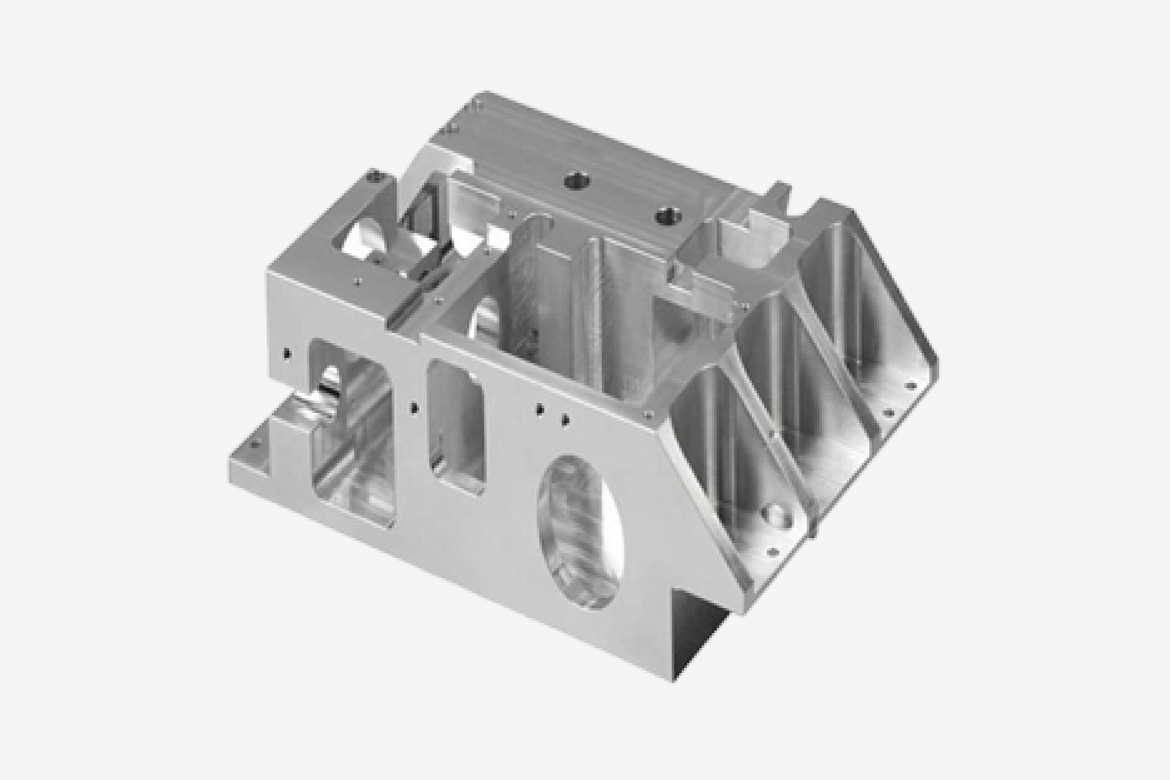
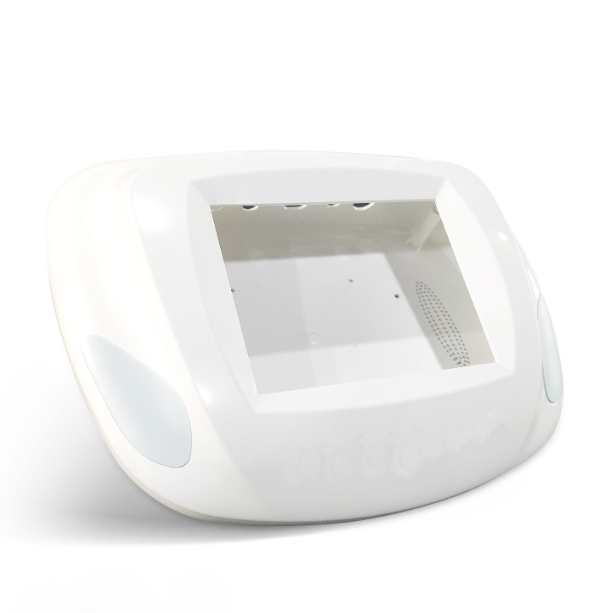
CNC-freesonderdelen
Ontdek onze galerij met CNC-freesonderdelen en bekijk nauwkeurig vervaardigde componenten die met hoge nauwkeurigheid en kwaliteit zijn geproduceerd.





Toleranties voor CNC-frezen
3-assig | 4-assig | 5-assig | |
Maximale onderdeelgrootte | 3000*1800*800 mm | 850*510*600 mm | 925*1050*600 mm |
Minimale onderdeelgrootte | 5*5*5 mm | 5*5*5 mm | 5*5*5 mm |
Algemene toleranties | ± 0,05 mm | ± 0,02 mm | ± 0,01 mm |
Doorlooptijd | Eenvoudige onderdelen kunnen al binnen 1 dag geleverd worden. | De meeste projecten worden binnen 3 werkdagen afgerond. | De meeste projecten worden binnen 3 werkdagen opgeleverd. |

Kernkenmerken van freesverwerking
1. Meerzijdig snijden en efficiëntie
-- Frezen hebben meerdere snijkanten (bijvoorbeeld frezen met 4-6 snijkanten) die gelijktijdig kunnen snijden, de belasting kunnen delen en de efficiëntie kunnen verbeteren (30%-50% hoger dan gereedschappen met één snijkant).
-- Geschikt voor grote voedingssnelheden of bewerkingen met hoge snijsnelheden, zoals vlakfrezen met een snijdiepte tot 5-10 mm.
2. Intermitterende snij- en impactvibratie
-- De freestanden grijpen periodiek in en uit het werkstuk, waardoor er schommelingen in de snijkracht ontstaan. Om de nauwkeurigheid te garanderen, zijn machines met een goede stijfheid nodig (bijvoorbeeld zware freesmachines).
-- Onderbroken snijden vergemakkelijkt het koelen van het gereedschap en verlengt de levensduur ervan, maar er moeten duurzame gereedschapsmaterialen (bijv. hardmetaal) worden gebruikt.
3. Flexibiliteit van het proces: door het wisselen van gereedschappen (bijvoorbeeld vlakfrezen, T-sleuffrezen) kunnen complexe vormen worden bewerkt, zoals vlakke oppervlakken, groeven, tandwielen en gebogen oppervlakken.
-- Ondersteunt koppeling met meerdere assen (bijv. frezen met vijf assen) voor het bewerken van complexe driedimensionale profielen (bijv. gietvormen).4. Regelbare oppervlaktekwaliteit -- Door de snijparameters (bijv. voedingssnelheid, snelheid) aan te passen, kunt u de oppervlakteruwheid regelen (Ra 0,8-12,5 μm).
-- De secundaire snijkanten van freesmachines kunnen oppervlakken polijsten met een ruwheid tot Ra 0,4 μm. Bereik van freesbewerkingen
1. Basisbewerking - Vlakke/getrapte oppervlakken: vlakfrezen (kopfrezen) bewerken grote vlakke oppervlakken, driekantfrezen bewerken de stappen.
-- Groeven/Spieën: Frezen frezen rechte groeven, frezen met spiebanen bewerken spiebanen (nauwkeurigheid IT8-IT9).2. Verwerking van complexe kenmerken
-- Tandwielen/Draad: Modulaire freeskoppen verwerken tandwielen, draadfrezen verwerken draden.
-- Holtes/Mallen: Kogelkopfrezen verwerken driedimensionale rondingen (bijv. spuitgietmatrijzen).
2. Speciale verwerking
-- Snijden/Indexeren: Zaagbladen frezen gesneden werkstukken, verdeelkoppen zorgen voor gelijkmatig verdeelde gaten/tanden.
-- Speciaal gevormde sleuven: Zwaluwstaartfrezen en T-sleuffrezen verwerken specifieke verbindingsstructuren. Typische toepassingsscenario's
-- Automobielindustrie: frezen van vlakke oppervlakken van motorblokken, bewerken van versnellingsbakken.
-- Lucht- en ruimtevaart: Frames van rompen, structurele componenten van landingsgestellen.
-- Elektronica: Montagesleuven voor printplaten, reeksen koelribben.
Vergelijking met andere
ProcessenDraaien:
Geschikt voor roterende onderdelen (bijv. assen), frezen is beter voor polyhedrale/complexe profielen.
Boren:
Frezen kan een aantal boorbewerkingen vervangen (bijvoorbeeld gaten met een grote diameter), maar met een hogere precisie.












40px
80px
80px
80px