






























40px
80px
80px
80px

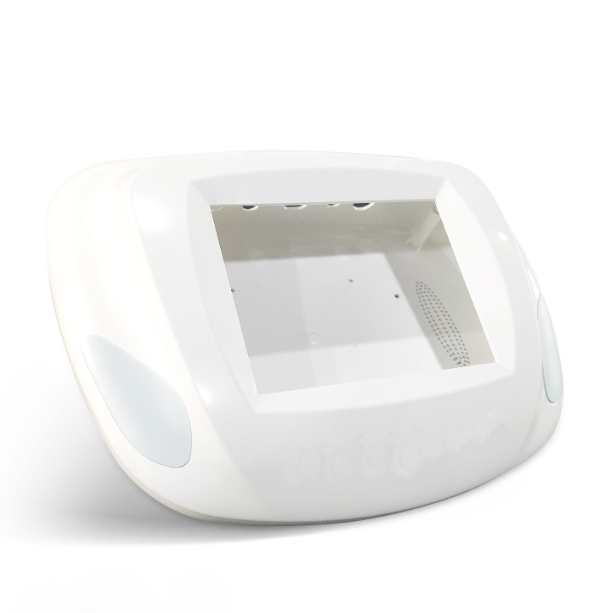
Verwerkingstechnologie voor metalen accessoires van medische cosmetische hulpmiddelen
De verwerkingstechnologie voor metalen accessoires van medisch-cosmetische hulpmiddelen omvat zeer precieze productie en gespecialiseerde oppervlaktebehandelingstechnieken. De volgende punten zijn de belangrijkste punten:
Kenmerken van de verwerkingstechnologie:
1. Precisiebewerkingstechnologie
Micro-asonderdelen (diameter 1-32 mm) worden bewerkt met een Zwitserse bewerkingsmethode met een nauwkeurigheid van ±0,005 mm. Deze componenten zijn geschikt voor componenten zoals radiofrequentiesondes en injectienaalden. Het frees-draaiproces maakt het mogelijk om gelijktijdig meervoudig gebogen structuren te vormen, zoals de complexe contouren van Thermage-sondes.
2. Materiaalselectie en -verwerking
Medisch roestvrij staal 316L: Elektrolytisch polijsten is vereist om een binnenoppervlakteafwerking van Ra ≤ 0,2 μm te bereiken en weefselschade tot een minimum te beperken.
Titaniumlegering: Microboogoxidatie wordt gebruikt om de isolatie-eigenschappen te verbeteren voor gebruik in implanteerbare sensorsubstraten.
Aluminiumlegering: Hard anodiseren (heetwatercompressieproces) verbetert de slijtvastheid en voldoet aan de testvereisten voor hoge- en lagetemperatuurcycli.
Belangrijkste oppervlaktebehandelingstechnologieën:
Biocompatibiliteitsbehandeling: plasmaspray keramische coating, gecertificeerd door ISO 10993 standaardtesten
Functionele coatings: lasergraveren voor permanente markering, nanocoating voor verminderde wrijving
Controle van de netheid: Verwerkt in een cleanroom van klasse 10.000 om verontreiniging door deeltjes te voorkomen
Typische toepassingen:
RF-elektroden: draaien van titaniumlegering en microboogoxidatie voor hogetemperatuurbestendigheid en isolatie
Microneedle-arrays: op fotolithografie gebaseerde vormgeving, puntnauwkeurigheid ±0,01 mm
Spuitcilinders: spiegelgepolijste roestvrijstalen binnenwand vermindert de perforatieweerstand

CNC-werkplaats

CNC-werkplaats

CNC-werkplaats
CNC-werkplaats

CNC-werkplaats

CNC-werkplaats
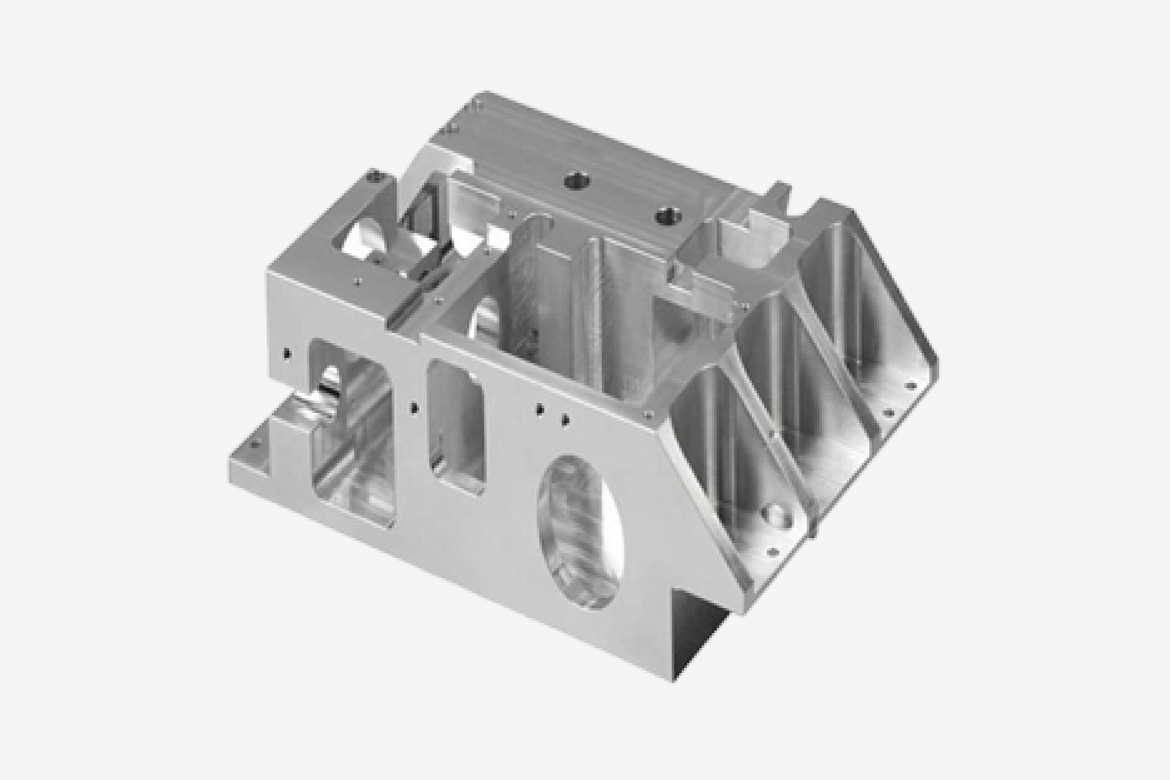
CNC-freesonderdelen
Ontdek onze galerij met CNC-freesonderdelen en bekijk nauwkeurig vervaardigde componenten die met hoge nauwkeurigheid en kwaliteit zijn geproduceerd.





Toleranties voor CNC-frezen
3-assig | 4-assig | 5-assig | |
Maximale onderdeelgrootte | 3000*1800*800 mm | 850*510*600 mm | 925*1050*600 mm |
Minimale onderdeelgrootte | 5*5*5 mm | 5*5*5 mm | 5*5*5 mm |
Algemene toleranties | ± 0,05 mm | ± 0,02 mm | ± 0,01 mm |
Doorlooptijd | Eenvoudige onderdelen kunnen al binnen 1 dag geleverd worden. | De meeste projecten worden binnen 3 werkdagen afgerond. | De meeste projecten worden binnen 3 werkdagen opgeleverd. |

Kernkenmerken van freesverwerking
1. Meerzijdig snijden en efficiëntie
-- Frezen hebben meerdere snijkanten (bijvoorbeeld frezen met 4-6 snijkanten) die gelijktijdig kunnen snijden, de belasting kunnen delen en de efficiëntie kunnen verbeteren (30%-50% hoger dan gereedschappen met één snijkant).
-- Geschikt voor grote voedingssnelheden of bewerkingen met hoge snijsnelheden, zoals vlakfrezen met een snijdiepte tot 5-10 mm.
2. Intermitterende snij- en impactvibratie
-- De freestanden grijpen periodiek in en uit het werkstuk, waardoor er schommelingen in de snijkracht ontstaan. Om de nauwkeurigheid te garanderen, zijn machines met een goede stijfheid nodig (bijvoorbeeld zware freesmachines).
-- Onderbroken snijden vergemakkelijkt het koelen van het gereedschap en verlengt de levensduur ervan, maar er moeten duurzame gereedschapsmaterialen (bijv. hardmetaal) worden gebruikt.
3. Flexibiliteit van het proces: door het wisselen van gereedschappen (bijvoorbeeld vlakfrezen, T-sleuffrezen) kunnen complexe vormen worden bewerkt, zoals vlakke oppervlakken, groeven, tandwielen en gebogen oppervlakken.
-- Ondersteunt koppeling met meerdere assen (bijv. frezen met vijf assen) voor het bewerken van complexe driedimensionale profielen (bijv. gietvormen).4. Regelbare oppervlaktekwaliteit -- Door de snijparameters (bijv. voedingssnelheid, snelheid) aan te passen, kunt u de oppervlakteruwheid regelen (Ra 0,8-12,5 μm).
-- De secundaire snijkanten van freesmachines kunnen oppervlakken polijsten met een ruwheid tot Ra 0,4 μm. Bereik van freesbewerkingen
1. Basisbewerking - Vlakke/getrapte oppervlakken: vlakfrezen (kopfrezen) bewerken grote vlakke oppervlakken, driekantfrezen bewerken de stappen.
-- Groeven/Spieën: Frezen frezen rechte groeven, frezen met spiebanen bewerken spiebanen (nauwkeurigheid IT8-IT9).2. Verwerking van complexe kenmerken
-- Tandwielen/Draad: Modulaire freeskoppen verwerken tandwielen, draadfrezen verwerken draden.
-- Holtes/Mallen: Kogelkopfrezen verwerken driedimensionale rondingen (bijv. spuitgietmatrijzen).
2. Speciale verwerking
-- Snijden/Indexeren: Zaagbladen frezen gesneden werkstukken, verdeelkoppen zorgen voor gelijkmatig verdeelde gaten/tanden.
-- Speciaal gevormde sleuven: Zwaluwstaartfrezen en T-sleuffrezen verwerken specifieke verbindingsstructuren. Typische toepassingsscenario's
-- Automobielindustrie: frezen van vlakke oppervlakken van motorblokken, bewerken van versnellingsbakken.
-- Lucht- en ruimtevaart: Frames van rompen, structurele componenten van landingsgestellen.
-- Elektronica: Montagesleuven voor printplaten, reeksen koelribben.
Vergelijking met andere
ProcessenDraaien:
Geschikt voor roterende onderdelen (bijv. assen), frezen is beter voor polyhedrale/complexe profielen.
Boren:
Frezen kan een aantal boorbewerkingen vervangen (bijvoorbeeld gaten met een grote diameter), maar met een hogere precisie.












40px
80px
80px
80px