






























40px
80px
80px
80px

Technische verwerkingsbeschrijving van metalen onderdelen van medische detectoren:
1. Kernmaterialen en verwerkingseigenschappen
--Titaniumlegering (Ti-6Al-4V): Geschikt voor zeer precieze detectorstructuurcomponenten, met uitstekende biocompatibiliteit (conform ISO 10993-5) en mechanische eigenschappen, en een treksterkte van ≥900 MPa.
--Roestvrij staal (304/316L): Gebruikt voor detectorbehuizingen en dragende componenten, waarbij nauwkeurige plaatbewerking (tolerantie ±0,05 mm) en spiegelpolijsten (Ra ≤ 0,2 μm) vereist is.
--Kobalt-chroomlegering: Gebruikt voor precisietransmissiecomponenten in detectoren, met een hardheid van HV 400-500 en vereist vacuümgieten en CNC-afwerking.
2. Belangrijkste verwerkingstechnologieën
--CNC-precisiebewerking: een vijfassig bewerkingscentrum bereikt een nauwkeurigheid van ±0,02 mm en wordt gebruikt voor het bewerken van kerndetectorcomponenten (zoals sensorbeugels).
--3D-printen: SLM-technologie wordt gebruikt voor de productie van complexe structurele onderdelen (zoals poreuze detectorbeugels), met een laagdikte van 20-30 μm en een porositeit van 60-80%.
--Oppervlaktebehandeling: Titaniumlegering behandeld met zandstralen en zuur etsen (SLA-proces), met een oppervlakteruwheid van Ra 0,8-1,6 μm.
3. Typische toepassingsgevallen
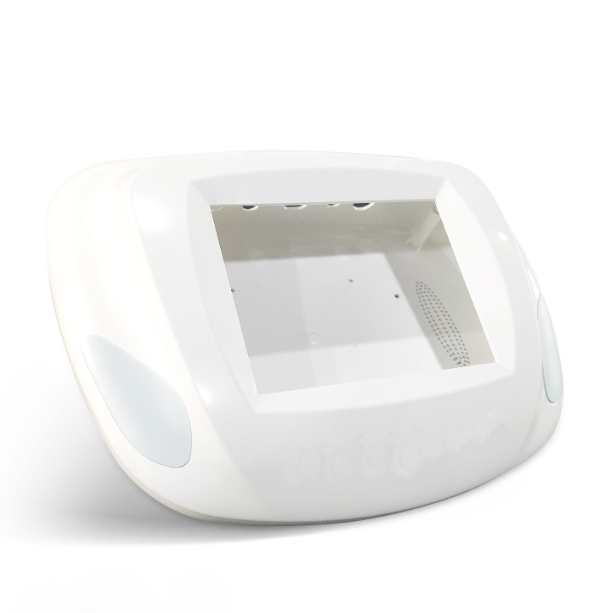
--Detectorbehuizing: 304 roestvrij staalplaat, gegalvaniseerd, met een IP65-beschermingsgraad.
--Sensorbeugel: CNC-gefreesd van titaniumlegering, met een pasnauwkeurigheid van ≤5μm, wat stabiele testgegevens garandeert.
--Testblok: SUS roestvrijstalen standaardblok (1,0-5,0 mm), gebruikt voor de kalibratie van metaaldetectoren.
4. Kwaliteitscontrolenormen
--Dimensionale inspectie: coördinatenmeetmachine (CMM) verifieert kritische afmetingen, zoals een draaddieptetolerantie van ±0,01 mm.
--Biocompatibiliteit: Getest op cytotoxiciteit (ISO 10993-5) en sensibilisatie (ISO 10993-10).
Certificeringsvereisten: De productieomgeving moet voldoen aan ISO 13485:2016 Kwaliteitsmanagementsysteem voor medische hulpmiddelen.

CNC-werkplaats

CNC-werkplaats

CNC-werkplaats
CNC-werkplaats

CNC-werkplaats

CNC-werkplaats
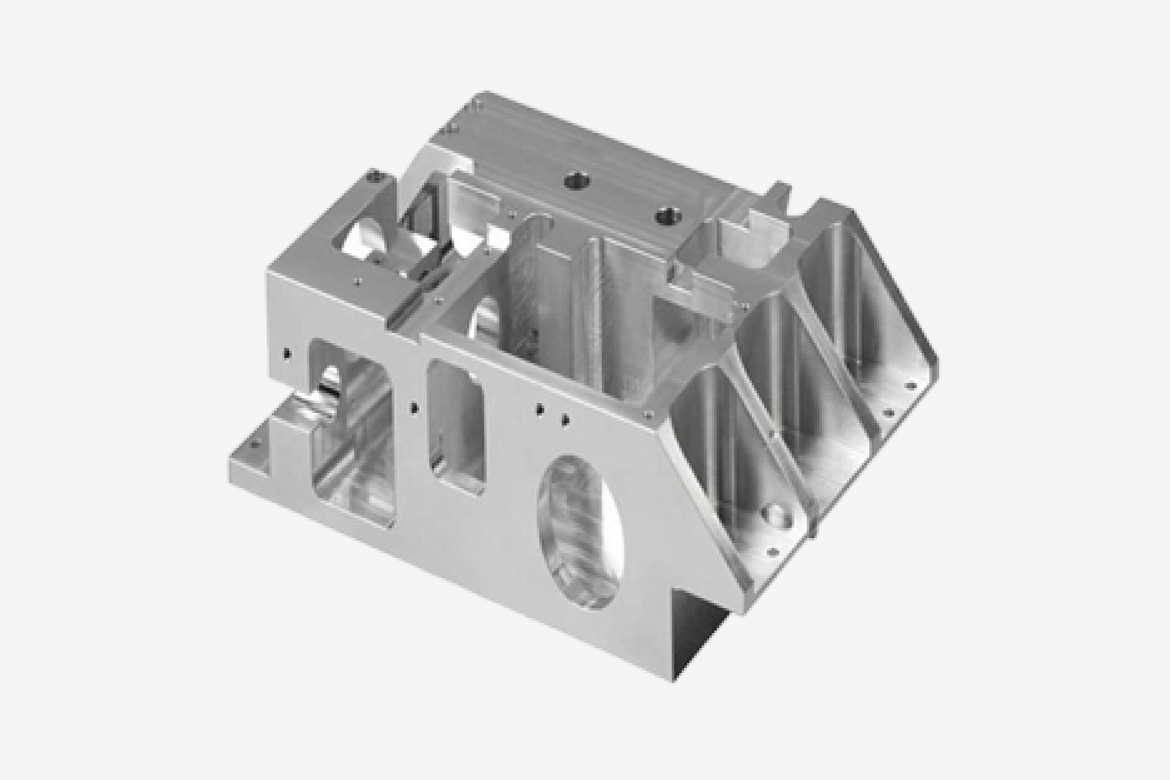
CNC-freesonderdelen
Ontdek onze galerij met CNC-freesonderdelen en bekijk nauwkeurig vervaardigde componenten die met hoge nauwkeurigheid en kwaliteit zijn geproduceerd.





Toleranties voor CNC-frezen
3-assig | 4-assig | 5-assig | |
Maximale onderdeelgrootte | 3000*1800*800 mm | 850*510*600 mm | 925*1050*600 mm |
Minimale onderdeelgrootte | 5*5*5 mm | 5*5*5 mm | 5*5*5 mm |
Algemene toleranties | ± 0,05 mm | ± 0,02 mm | ± 0,01 mm |
Doorlooptijd | Eenvoudige onderdelen kunnen al binnen 1 dag geleverd worden. | De meeste projecten worden binnen 3 werkdagen afgerond. | De meeste projecten worden binnen 3 werkdagen opgeleverd. |

Kernkenmerken van freesverwerking
1. Meerzijdig snijden en efficiëntie
-- Frezen hebben meerdere snijkanten (bijvoorbeeld frezen met 4-6 snijkanten) die gelijktijdig kunnen snijden, de belasting kunnen delen en de efficiëntie kunnen verbeteren (30%-50% hoger dan gereedschappen met één snijkant).
-- Geschikt voor grote voedingssnelheden of bewerkingen met hoge snijsnelheden, zoals vlakfrezen met een snijdiepte tot 5-10 mm.
2. Intermitterende snij- en impactvibratie
-- De freestanden grijpen periodiek in en uit het werkstuk, waardoor er schommelingen in de snijkracht ontstaan. Om de nauwkeurigheid te garanderen, zijn machines met een goede stijfheid nodig (bijvoorbeeld zware freesmachines).
-- Onderbroken snijden vergemakkelijkt het koelen van het gereedschap en verlengt de levensduur ervan, maar er moeten duurzame gereedschapsmaterialen (bijv. hardmetaal) worden gebruikt.
3. Flexibiliteit van het proces: door het wisselen van gereedschappen (bijvoorbeeld vlakfrezen, T-sleuffrezen) kunnen complexe vormen worden bewerkt, zoals vlakke oppervlakken, groeven, tandwielen en gebogen oppervlakken.
-- Ondersteunt koppeling met meerdere assen (bijv. frezen met vijf assen) voor het bewerken van complexe driedimensionale profielen (bijv. gietvormen).4. Regelbare oppervlaktekwaliteit -- Door de snijparameters (bijv. voedingssnelheid, snelheid) aan te passen, kunt u de oppervlakteruwheid regelen (Ra 0,8-12,5 μm).
-- De secundaire snijkanten van freesmachines kunnen oppervlakken polijsten met een ruwheid tot Ra 0,4 μm. Bereik van freesbewerkingen
1. Basisbewerking - Vlakke/getrapte oppervlakken: vlakfrezen (kopfrezen) bewerken grote vlakke oppervlakken, driekantfrezen bewerken de stappen.
-- Groeven/Spieën: Frezen frezen rechte groeven, frezen met spiebanen bewerken spiebanen (nauwkeurigheid IT8-IT9).2. Verwerking van complexe kenmerken
-- Tandwielen/Draad: Modulaire freeskoppen verwerken tandwielen, draadfrezen verwerken draden.
-- Holtes/Mallen: Kogelkopfrezen verwerken driedimensionale rondingen (bijv. spuitgietmatrijzen).
2. Speciale verwerking
-- Snijden/Indexeren: Zaagbladen frezen gesneden werkstukken, verdeelkoppen zorgen voor gelijkmatig verdeelde gaten/tanden.
-- Speciaal gevormde sleuven: Zwaluwstaartfrezen en T-sleuffrezen verwerken specifieke verbindingsstructuren. Typische toepassingsscenario's
-- Automobielindustrie: frezen van vlakke oppervlakken van motorblokken, bewerken van versnellingsbakken.
-- Lucht- en ruimtevaart: Frames van rompen, structurele componenten van landingsgestellen.
-- Elektronica: Montagesleuven voor printplaten, reeksen koelribben.
Vergelijking met andere
ProcessenDraaien:
Geschikt voor roterende onderdelen (bijv. assen), frezen is beter voor polyhedrale/complexe profielen.
Boren:
Frezen kan een aantal boorbewerkingen vervangen (bijvoorbeeld gaten met een grote diameter), maar met een hogere precisie.












40px
80px
80px
80px